

CAPABILITY
NEWS CENTER
APPLICATIONS
SOLUTIONS
SUPPORT
TOUCHPANEL BLOG
CONTACT US
Switching Industrial Touchscreen Suppliers | A Complete Case Study: From RMA Crisis to Supply Chain Stability
25 Mar. 2026
The industrial touchscreen market plays by very different rules than consumer electronics. In consumer electronics, companies can gain share through fast product cycles and aggressive pricing. In industrial applications, however, reliability comes first. An automated optical inspection (AOI) machine on a production line must withstand millions of touch cycles and stay in service for years with minimal downtime; a heavy-duty truck operating in a mining site must face extreme temperatures, constant dust, and continuous severe vibration every day.
In environments like these, touchscreen quality is about far more than what appears on a datasheet. It directly affects equipment durability, customer productivity, and ultimately the distributor’s professional reputation in the market. Yet the real-world supply chain is full of challenges: suppliers vary widely in technical capability, global component shortages put pressure on lead times, and currency swings disrupt cost planning. These factors force many distributors to make difficult trade-offs between specification targets and purchase cost. What looks like a reasonable short-term saving can turn into a much larger long-term cost.
The dilemma faced by a distributor with deep experience in displays and embedded solutions. They were hit by a trust crisis in two very different industrial applications at the same time.
”
Industrial Inspection Equipment
After mass production began, poor touchscreen durability led to a sharp rise in RMAs, and customer confidence started to slip.
Heavy-Duty Mining Vehicles
A new project with demanding environmental and supply requirements stalled because the existing supply base could not guarantee stable lead times or consistent quality.
Taken together, these two cases forced the distributor to stop and confront a basic question
What should the real criteria be when evaluating an industrial touchscreen partner?
At first, the project looked routine. The distributor had successfully qualified 7-inch and 8.4-inch touchscreens for a customer’s industrial inspection equipment. From spec approval and sample validation to pilot runs, everything appeared to be on track, and the customer completed final system assembly and acceptance without issue.
The real test started after the systems entered full production.
Production-floor conditions are much harsher than office environments. Operators may be wearing dust gloves or working with oil and metal particles on their hands, repeatedly touching the same areas of the panel thousands of times a day. After only a few months in the field, some units began to show visible scratching and surface wear. That affected display clarity, but more importantly, it also reduced touch sensitivity.
Operators started reporting slow response and missed inputs. Commands sometimes required multiple presses. On a production line, where every second matters, that kind of instability directly affects throughput and creates immediate frustration for the people using the equipment. The customer first tried adding a protective film as a workaround, but that only addressed the symptom, not the underlying cause. In fact, the extra layer reduced sensitivity even further, making the problem more complex. What began as scattered complaints soon turned into formal claims.
RMA volume climbed quickly. Each return brought hidden costs with it: extra buffer inventory, engineering time for failure analysis, and major production losses caused by downtime on the customer’s side. Repair cycles grew longer, and pressure on the operation kept building.
After multiple rounds of back-and-forth, the customer was running out of patience. Once the same issue kept repeating, the conversation changed—from waiting for improvement to evaluating alternatives. The distributor pushed its touchscreen supplier for a real solution, but the responses never got to the root of the issue. The supplier proposed surface-level fixes, such as adjusting process settings or changing the protective film material, but it could not solve the underlying wear resistance and touch stability limitations of the original design. After several unsuccessful attempts, the distributor came to a clear conclusion: the supplier did not have the technical capability needed for the application.
| Stage | Observed Issue | Operational Impact | Hidden Cost |
|---|---|---|---|
| Initial deployment | Specs met and acceptance passed | None | None |
| Early production use | Surface scratches and abrasion | Reduced visual clarity | Low |
| Issue escalation | Lower touch sensitivity | Slower response, missed inputs | Moderate |
| RMA phase | Return volume rises | Lower production efficiency | High |
| Customer fallout | Customer evaluates other suppliers | Reputation damage | Critical |
That experience was costly, but it also forced a reset in procurement thinking.
Industrial products often stay in service for many years. If a touchscreen starts failing during actual use, the downstream cost of service, downtime, and customer dissatisfaction can quickly outweigh any initial cost advantage.
Around the same time, the distributor took on a much more demanding project: custom touchscreen control panels for heavy-duty mining vehicles used in active quarry operations. The performance requirements were on another level.
Rough terrain generates continuous vibration that stresses both the panel structure and internal components.
In direct sunlight, insufficient brightness and anti-reflective performance can make the screen unreadable, creating serious safety risks.
From cold mornings to scorching midday heat, temperature differences can exceed 40°C, placing sustained thermal stress on materials and assemblies.
Operation with heavy gloves
Workers often wear thick protective gloves, making standard projected capacitive touch panels difficult or impractical in many cases.
Each requirement reflected a real operating condition. For the distributor, finding a product that met the spec was only the first step. The bigger challenge was finding a supplier that could support that product reliably over time.
In-depth look at core challenges in industrial touch applications: Six Major Challenges for Industrial Touch Displays and Optical Bonding Solutions
Lead Time Instability: How Procurement Plans Absorb the Risk of Supply Disruptions
Specification gaps can sometimes be solved by sourcing from multiple vendors. Supply stability is a different matter.
Mining vehicle production runs on fixed schedules. If one critical component is late, the whole build plan can be affected, directly impacting delivery timelines. The suppliers the distributor approached could not offer consistent availability for this niche application. They were also unable to commit to firm lead times—delivery estimates kept shifting with upstream material conditions.
There was another concern as well. Mining equipment often remains in service for more than ten years. If a touchscreen is unexpectedly discontinued (End-of-Life, EOL) several years into the program, replacement service and follow-on orders become extremely difficult to support.
Looking at both the AOI RMA issue and the mining vehicle sourcing challenge, management identified the same underlying lesson.
The issue was not simply a spec mismatch at the beginning,
but that the supplier did not fully understand industrial applications or what long-term support would require.
The supplier had not adequately analyzed the end-use environment, and it also lacked the commitment and execution needed to support stable long-term supply. A datasheet may look good during vendor selection, but the real test starts after mass production—when the product has to perform consistently in the field every day. That was the point at which they began working with Higgstec in search of a partner that could solve the problem at the application level, not just at the sample stage.
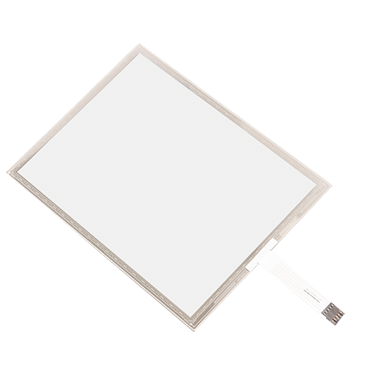
To address the wear-related failures in the inspection equipment, Higgstec did not try to make incremental adjustments to the existing approach. Instead, it recommended a technology change: 5-wire resistive touch panels.
Compared with the 4-wire resistive design already in use, the 5-wire design offers a clear durability advantage. In a 4-wire resistive panel, voltage measurement is performed through the top flexible layer, which is also the layer repeatedly pressed by the operator. Over time, repeated use changes the electrical characteristics at the contact points and gradually affects accuracy. In a 5-wire structure, voltage sensing is handled on the bottom rigid ITO glass layer, while the top film acts only as the contact trigger and does not participate in signal calculation.
That design difference matters in practice. Surface wear on a 5-wire panel has little effect on touch accuracy. Typical service life improves from several million actuations in a 4-wire design to 10 million cycles, and in some high-durability configurations, up to 35 million cycles—more than a 10x improvement. This change directly solved the customer’s RMA problem at the root.
| Parameter | 4-Wire Resistive | 5-Wire Resistive |
|---|---|---|
| Sensing location | Top flexible layer (pressed layer) | Bottom rigid ITO glass |
| Effect of surface wear | Directly affects touch accuracy | Minimal effect on accuracy |
| Typical life | Several million cycles | 10M–35M cycles |
| Durability improvement | Baseline | 10x+ improvement |
| Best-fit use case | General industrial use | High-frequency HMI input |
| Cost profile | Lower | Higher upfront, better lifecycle value |
Further reading on the advantages of resistive touch:Why Choose Resistive Touchscreens? A Deep Dive into Durable Design and Cost Efficiency
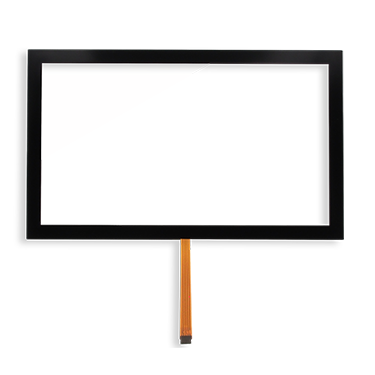
For the mining vehicle program, Higgstec proposed a solution built around the actual operating environment:
Through Optical Bonding, the touch panel is laminated directly to the LCD with a high-transmittance optical adhesive, eliminating the air gap. This reduces internal reflection and refraction, significantly improving contrast and outdoor readability.
In Higgstec’s automotive and outdoor-oriented product lines, wide-temperature materials and structural design are already standard, covering harsh field conditions.
Because 5-wire resistive touch is pressure-based, it works reliably with bare fingers, heavy gloves, or a stylus.
Outdoor readability, wide-temperature stability, and glove touch
— three requirements that may sound demanding
have proven, production-ready solutions within Higgstec’s portfolio
Deep technical guide for sunlight readability: Can’t See the Screen in Bright Light? A Complete Guide to Sunlight-Readable Touch Technology
Once the technical side was addressed, the distributor focused on another key issue: stable lead times and long-term supply commitments.
Higgstec’s long-term relationships with upstream material suppliers improve planning visibility for both inventory and production. For equipment expected to remain in service for a decade or more, that matters. The company also provides lifecycle planning to reduce the risk of unexpected EOL events that could disrupt service parts support years into the program.
When the distributor presented a solution that covered both technical performance and long-term supply assurance, the customer responded positively and confirmed this was the type of long-term partner it had been looking for.
This is exactly where our value lies. We support customization from size, aspect ratio, and structure to functional requirements, and we bring strong OEM/ODM project execution experience. For distributors, that means they no longer have to relay fragmented requirements back and forth between customers and suppliers. Instead, they can bring the customer’s original needs directly into technical discussions with our engineering team, co-developing concrete and executable solutions. This seamless technical interface saves significant communication time and reduces the risk of misunderstandings or missing details, accelerating overall project development.
Looking back, the distributor first engaged Higgstec because it needed help solving an urgent technical and supply problem—requiring a supplier that could address application-level issues, propose workable solutions, and deliver consistently on committed timelines. The relationship expanded because Higgstec repeatedly proved its reliability.
In high-demand professional markets such as industrial, medical, and automotive, customers do not evaluate touchscreen suppliers on price alone. They need confidence that the HMI will not become the weak point in the product after deployment. That sounds simple, but in real-world programs, consistently delivering on that promise is a serious challenge.
This collaboration shifted the distributor’s role from straightforward component sourcing to solution-based technical support. And the relationship with Higgstec evolved from a transactional buyer-seller model into a technical alliance—working together to address market challenges and create value for end customers.
Your customer’s specifications are unique and cannot be met by standard catalog products, requiring high-level customization.
Your operating environment is harsh—high temperature, humidity, strong sunlight, contamination, or glove operation.
Your current supplier has unstable lead times or quality fluctuations, making it difficult to commit reliably to customers.
Your project is still in early evaluation and needs a professional partner to clarify touch technology selection and integration options.
Higgstec’s role goes beyond being a touchscreen manufacturer. We are a technical partner that starts from real application scenarios and helps you define the complete touch solution—technology selection, stack-up design, integration with the display module, and long-term spare parts support.
With more than two decades of focus on HMI-related solutions, our products and services are widely used across industrial control, medical, aerospace, automotive, military and law enforcement, and other high-spec markets, with flexible support for customization and OEM/ODM projects.
If you have a project to discuss or would like to explore technical details further, feel free to contact the Higgstec team directly
In high-frequency use, industrial touchscreens can wear due to surface abrasion on the top film or glass. Combined with oil contamination, dust, and abrasive particles, touch sensitivity can drop over time, and scratches may affect visual clarity. A practical solution is to adopt 5-wire resistive touch: the voltage-sensing circuitry is on the bottom rigid glass layer, while the top layer acts only as the contact trigger—minimizing accuracy drift due to wear and enabling durability up to 35 million actuations.
Because the operating environment was harsher than the original design could tolerate. Repeated use with gloves, oil, and particulates caused surface wear and reduced touch performance, which impacted throughput and drove RMA volume higher.
Higgstec improves outdoor readability through Optical Bonding, ensures stability with wide-temperature materials, and supports thick-glove operation with pressure-based 5-wire resistive touch—addressing extreme quarry conditions end-to-end.
By providing a complete solution set:
Sunlight readability: Optical Bonding for improved outdoor visibility.
Wide-temperature stability: designs that support extreme temperature swings.
Glove operation: 5-wire resistive input to ensure reliable actuation.
Structural strength: ruggedized design to withstand high vibration and shock.
Application knowledge: whether the supplier understands the end-use scenario and can propose workable solutions.
Stable long-term supply: predictable lead times and upstream material control.
Product reliability: durability and touch stability in real operating conditions.
Customization capability: support for size, structure, and functional OEM/ODM development.
Lifecycle support: long-term spare parts planning and ongoing technical support.
Consult Industrial Touch Solutions Now

26 Nov. 2025

07 Jan. 2026

21 Jan. 2026

22 Apr. 2026

10 Jun. 2026
Out Line Dimension , L * W * H (mm)
444 *264.6* 2.1 mm

Out Line Dimension , L * W * H (mm)
409.27 *334* 2.1 mm

Out Line Dimension , L * W * H (mm)
511.45 * 302.92 * 13.43 mm
EXPLORE PRODUCTS
Higgstec's projected capacitive touch panels deliver smooth and stable touch performance. Additionally, with excellent electromagnetic compatibility, water resistance, sunlight readability, and other advanced specifications, they are ideal for use in various demanding environments, including industrial, rugged, medical, automotive, and marine industries.
Higgstec's 5-wire resistive touch panels offer exceptional reliability and outstanding linear performance using a unique high-temperature manufacturing process. Built on standard 5-wire resistive technology, we also provide customized touch solutions tailored to meet the specific needs of our clients. These highly specialized products are designed to fulfill the requirements of diverse application scenarios, achieving optimal performance.
Integrating 5-wire resistive and projected capacitive touch panels, Higgstec extends its commitment to product quality and technological innovation to touch display modules. To meet the diverse specifications required in various industrial control fields, we provide tailored touch solutions to help clients enhance the added value of their products.


